-

Automotive manufacturing demands precision, as even the smallest defect can have dire consequences. Safety is a critical concern, and ensuring the quality of every component is a daunting task for manufacturers. Manual inspection of thousands of parts by human operators is impractical and costly, leading to the widespread adoption of machine vision technology in the automotive industry.
As a result, machine vision has become a standard technology in automotive manufacturing. It enables seamless automated inspection, like part identification, defect detection, and assembly verification, with the capability to store tangible, easily retrievable data. Vision systems operate at high speeds, do not fatigue, and do not require breaks, providing producers with continuous, repeatable results and a predictable return on investment.
Every production stage, assembly line, and process in automotive parts manufacturing can be monitored and inspected using machine vision instruments. Over the past decade, our optical vision systems have been adopted by automotive parts manufacturers around the world, becoming a crucial component of their quality control processes.





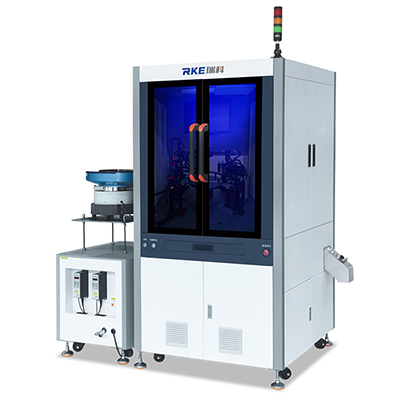
Hardware Visual Inspection Equipment

High Speed Hardware Optical Sorting Machine

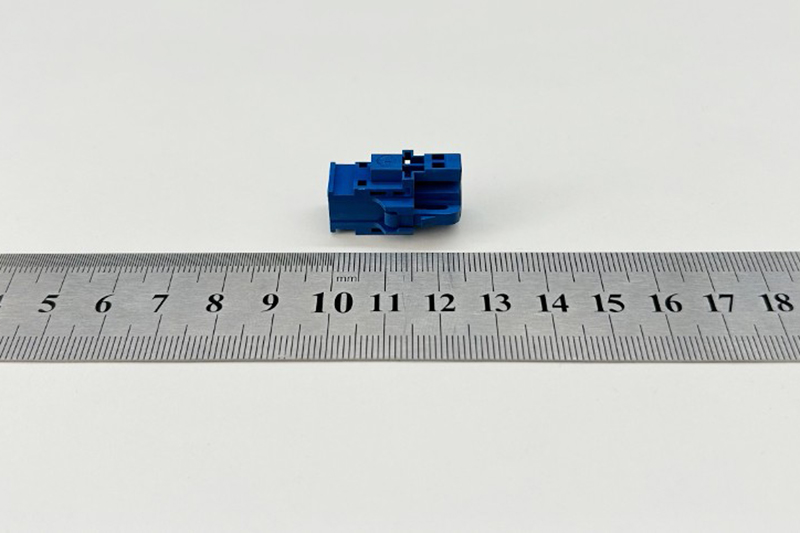
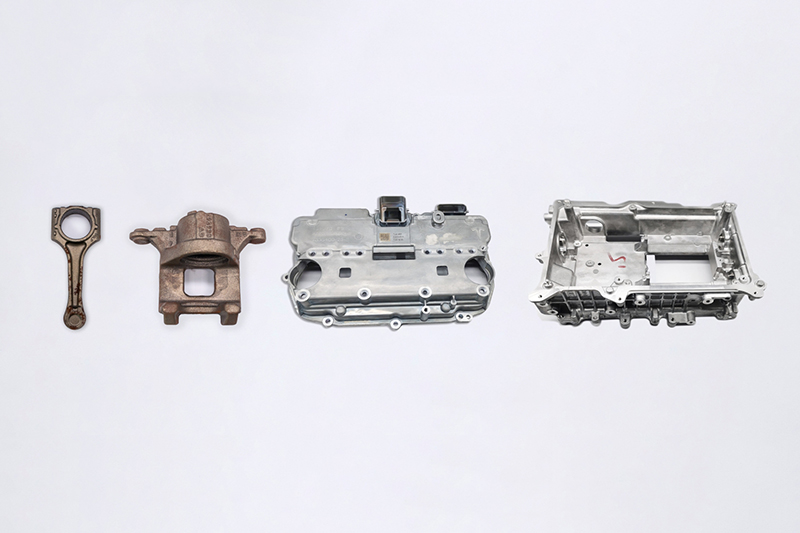
Visual Inspection Equipment for Automotive Parts
Vision inspection systems powered by deep learning automate manufacturing operations by detecting defects, contaminants, functional issues, and other anomalies in products. These systems enhance the manual quality processes, improving overall business quality and reducing costs. Each test record is stored and used for self-learning, increasing detection accuracy over time through continuous improvement.
Most machine vision systems come with a software tool library designed to perform various types of inspections. These systems monitor the visual appearance of materials through statistical analysis, automatically identifying potential defects on the material surface. Defects are classified based on contrast, texture, and/or geometric shape similarity, ensuring high inspection accuracy.
Vision inspection systems can perform a wide range of tasks to ensure product quality and integrity. They verify the correct placement of labels, confirm the integrity of medical product packaging by ensuring drug bottles are fully sealed and secured with tamper-evident seals, and inspect finished products for defects such as surface scratches, bent secondary diode pins, and incomplete welds. These systems also count items, such as pills in blister packs, bottles in boxes, and components in kits, and check characteristics of finished assemblies, such as the inclusion of consumer safety inserts and the completion of assembly operations. The vision inspection systems are also capable of measuring microscopic dimensions, such as the gap on spark plugs, ensuring precise and accurate measurements for quality control.
Please fill the form and we will be in touch with you as soon as possible.